
News detail
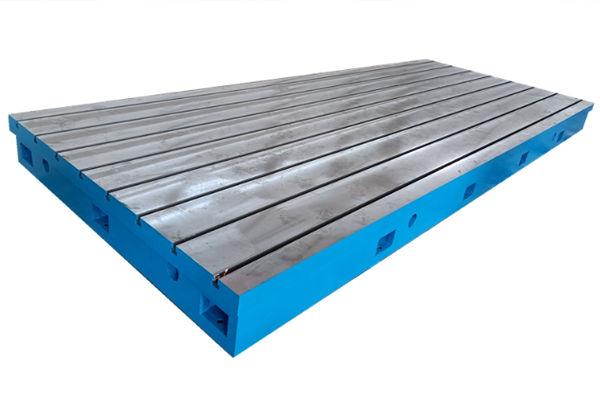
How to utilize the fluidity of molten iron to reduce defects in thin-walled cast
Author:Baichang Machinery Time:2018-12-18 22:37:46 click52
How to improve the activity of molten iron to reduce the drawbacks of thin-walled cast iron platforms?The detailed plan is as follows:
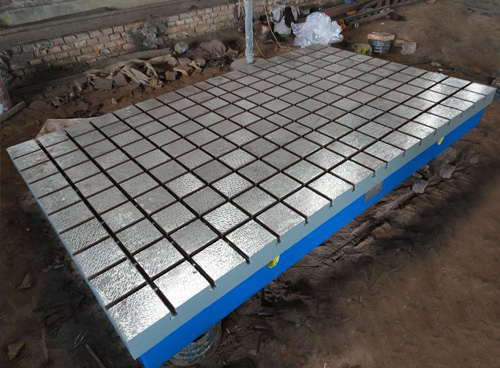
The cast iron with a carbon equivalent of 4.4%-4.9%was cast into sheet-like samples at different temperatures.The sample size was 200 millimeters multiplied by 16 millimeters(length and width),and the sample thickness was 1 millimeter and 1.5 millimeters.The experimental data showed that the activity of each group of molten iron and the influence of carbon equivalent and pouring temperature on the molten iron changed significantly.
When the pouring temperature is within the range of 1375--1510 degrees Celsius,the activity interval(reactivity)of molten iron increases with the increase of carbon equivalent or pouring temperature.The carbon equivalent is 4.9%of molten iron with an activity interval of no less than 200 millimeters in the temperature range of 1400-1475 degrees Celsius,while the carbon equivalent is 4.5%of molten iron with an activity interval reduced to 100-150 millimeters in adjacent temperature ranges.Some forging factories have also experimented with using the pouring method to pour plate shaped castings with a thickness of 3 millimeters,250 millimeters(width)multiplied by 100 millimeters(height),and stopped testing the activity of molten iron.The pouring temperature is 1370--1420 degrees Celsius.The result is that all welded platform castings poured above 1390 degrees Celsius are fully filled with molds.No defects such as lack of meat or cold insulation were found.In addition to the influence of the chemical identity and pouring temperature of cast iron platform castings,factors such as sand particle size and sand compaction level,cavity coating,pouring system size,and cavity exhaust also affect the activity of molten iron in the cavity.
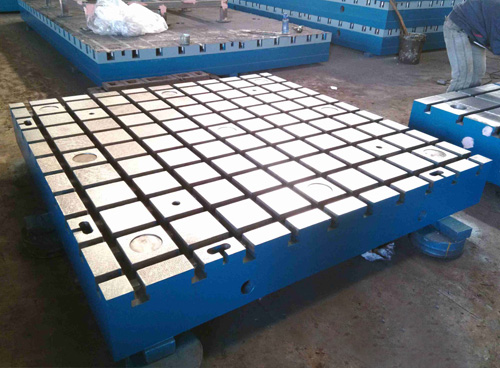
The compactness of cast iron platform(cast iron flat plate)sand and sand molds affects the friction force between molten iron and narrow cavities.Fine sand particles,high compactness of the sand mold,and a coating layer on the outside of the mold wall can all reduce friction resistance,making the movement of molten iron relatively smooth.The pouring system should maintain pressure and activity rate when molten iron enters the thin-walled cavity.
The inner gate should be as close to the thin-walled section as possible.If molten iron is indirectly poured into the mold cavity,it is very detrimental to filling the thin-walled mold cavity.When molten iron fills the mold cavity,the gas inside the cavity is expelled smoothly in real time to prevent forging defects such as cold shuts and insufficient pouring.
The development of the cast iron platform has gone through a great twists and turns,from the beginning of quality and morality,to the beginning of many workshops and small workshops impersonating others,causing confusion and putting personal interests first,which has greatly affected the quality and reputation of the cast iron platform.
When making the cast iron platform,it is based on the national standards of morality and skills,and is also a product made through manual scraping and grinding techniques.At the beginning of production,it is always necessary to understand the production discipline.From material selection to processing,to testing instruments,etc.,it is a long process.Botou Baichang maintains an ancient method from beginning to end,forging amateur,resilient,compressive and wear-resistant cast iron platforms,and cast iron flat plates.
 PRODUCTS
PRODUCTS


 CONTACT
CONTACT
—— E-mail:326673342@qq.com
—— Tel/Fax:+86-0317-8383389
—— Phone:+86-18603177396
—— Address:Linzhuang, Haocun Town, Botou City, Hebei Province