
News detail
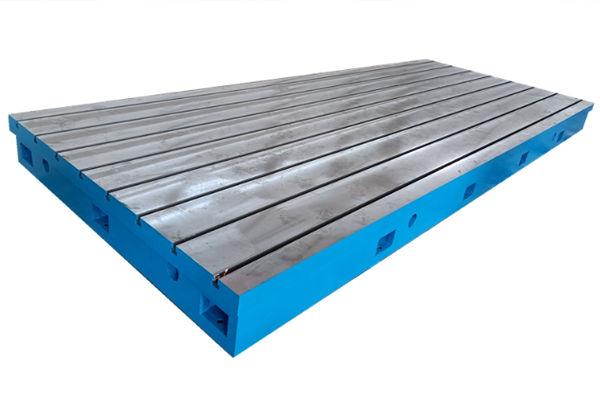
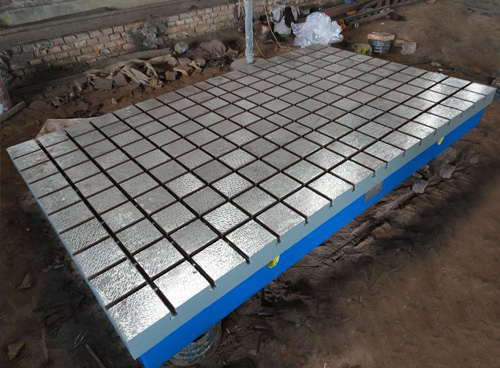
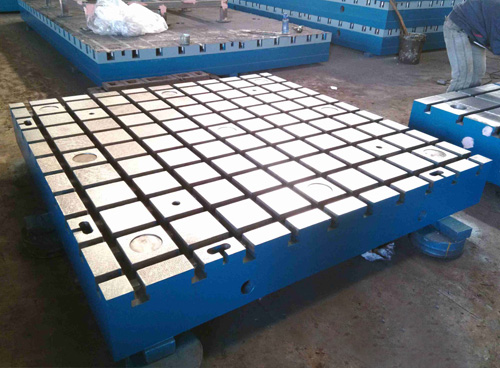
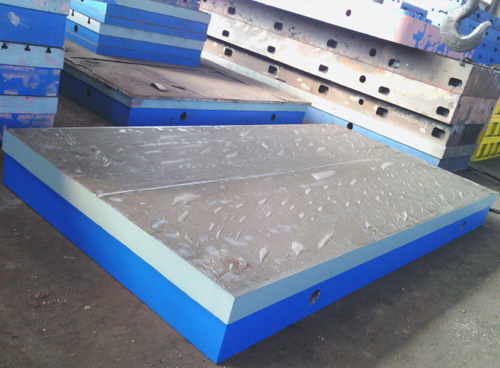
Technical requirements for the incubation of cast iron assembly platforms
Author:Baichang Machinery Time:2018-11-30 22:43:36 click192
During the delivery of the cast iron assembly platform,the inoculant particles are too large,resulting in incomplete dissolution,such as the"hard spots"formed on the casting;Segregation and anti whitening caused by rare earth inoculants;The undercooled graphite composed of carbide elements in the inoculant is its characterization.Excessively fine inoculants are prone to oxidation,scattering,and sinking on the liquid surface,resulting in empty inoculation and sensitization.They are often produced in flowing inoculants with a diameter of less than 1mm.During childbirth,it is often discovered that larger particle size inoculants slow down the growth of graphite,but are not as effective as smaller particle sizes in reducing white spots.Small particle size inoculants increase the number of graphite,but quickly.
Storage and baking of inoculants for cast iron assembly platforms(welding platforms)
The ruptured inoculant is highly prone to oxidation and moisture absorption,and should be closed for storage.Before use,it should be closed and placed in an iron box with a cover plate for use on the same day.There is a material annotation:After being placed in the open air for one year,the inoculation effect of 75FeSi is reduced by 20-30%,and that of rare earth inoculants is reduced by 25-30%.In labor,an unburned inoculant has also been invented,which increases the hydrogen content in the molten iron after inoculation from 2PPM to 5PPM.Some factory inoculants are randomly stacked,which can absorb moisture,oxidize,purify greatly,and greatly reduce the impact of inoculation.
The inoculant needs to be preheated at 200℃-300℃before use.In humid or rainy seasons,special attention should be paid to preheating the fine-grained inoculants that flow with the flow.Mechanical inoculation of the inoculants should be mobilized using a compressed atmosphere,and dry treatment should be stopped in response to the humid season.Some factories have paid a heavy price for this,resulting in batch pinhole defects or poor inoculation.
Inoculation temperature of cast iron assembly platform(cast iron platform)
With the temperature of molten iron entering the era of 1500℃-1550℃,the widespread use of incubation and instant incubation has led to changes in the scale of incubation temperature.Theoretical verification shows that the principle of low-temperature overheating and low-temperature incubation in molten iron is accurate,and the consequences are good.
The high incubation temperature of the bed casting should not exceed the equilibrium temperature T level.As long as the equilibrium temperature is below,Si can be oxidized and its oxide can become the focus of graphite,stopping incubation.The experiment on the growth of graphite focal points through inoculation confirms that lower inoculation temperatures are not beneficial for nucleation.The inoculation consequence of gray cast iron at 1350℃is better than that at 1470℃,with more A-type graphite and less D-type graphite.The same applies to ductile iron,where low-temperature inoculation has better consequences.Increasing the inoculation temperature promotes a reduction in graphite number.
The incubation time and incubation method of cast iron assembly platform(cast iron platform)
The major issue with the disposal of pregnant cast iron assembly platforms is the lack of fertility.In the three stages of the incubation process,segment AB exhibits the original crystal nucleus state.After participating in the incubation agent,the number of crystal nuclei increases rapidly,reaching point C.After about 1 minute of incubation,the number of crystal nuclei decreases to point D,and the consequences of incubation are completely dissipated.From this,it can be seen that the result is good after being nurtured in an instant.To increase the number of activated crystal nuclei is why there is an exaggeration of the tension caused by flow inoculation,sprue pot inoculation,and in mold inoculation.
 PRODUCTS
PRODUCTS


 CONTACT
CONTACT
—— E-mail:326673342@qq.com
—— Tel/Fax:+86-0317-8383389
—— Phone:+86-18603177396
—— Address:Linzhuang, Haocun Town, Botou City, Hebei Province